
SANSHORAKU is brewed in Nanto-city, Toyama.
Contents
Where the name SANSHORAKU came from
SANSHORAKU (三笑楽) consists of three Kanji characters: “三” meaning “three”, “笑” meaning “laugh” and “楽” meaning “enjoy”. The sake is meant to be enjoyed while laughing. The name of the sake with such a wonderful message, SANSHORAKU, comes from the Chinese legend "Three laughs at Tiger Brook."
The legend goes:
In ancient times, Master Huiyuan (a Chinese Buddhist teacher of the Jin Dynasty) lived in seclusion in Lushan and vowed never to cross the stone bridge over the Huoxi (a river in Lushan, Jiangxi Province, China) again. But one day, during the visit of the Confucian poet Tao Yuanming and Taoist Lu Xiujing, he was so engrossed in a conversation with these two men that he unintentionally crossed the stone bridge, where three men laughed wisely together.
Since then, the phrase "Three laughs at Tiger Brook" has come to be interpreted as "to be so absorbed in one thing that one forgets everything else." But at the same time, it has been passed down to generation to generations as an example of the ideal harmonious relationship between Confucianism, Taoism, and Buddhism in ancient China through the story that the three men, who originally belonged to different religious sects, were able to overcome the barriers between them and hit it off.
(Reference: Shogakukan Daijiten/Selected Edition of the Dictionary of the Japanese Language)
It is a heartwarming story where even a Buddhist teacher who had vowed never to cross the valley breaks his vow when he has fun, and instead of regretting it, he laughs hard. Enjoy and laugh, that is exactly the idea behind SANSHORAKU.
The Sanshoraku Sake Brewery is located in a valley within the World Heritage Site of Gokayama*1 in Toyama Prefecture. It is surrounded by mountains on both sides and is lined with 100- to 350-year-old gassho-zukuri houses*2. The steep mountains will take you to the world of Tiger Creek in China whether willing or not.



Note 1: Gokayama is the collective name for 40 small villages, two of which, Ainokura and Suganuma, were registered as World Heritage sites in December 1995.
Ref.:Gokayama World Heritage Sightseeing Information Site https://gokayama-info.jp/
Note 2: "Gassho-zukuri" is a dwelling characterized by steeply pitched thatched roofs, built with timbers combined in a mountainous shape like palms-on beams, and thatched houses with gable roofs of a suspended structure.
Ref.: Shirakawa Village HP
https://www.vill.shirakawa.lg.jp/1231.htm
About the Typeface

The typeface from the time of the founding of the company is written with strong brush strokes.
The second typeface was used by the previous generation.
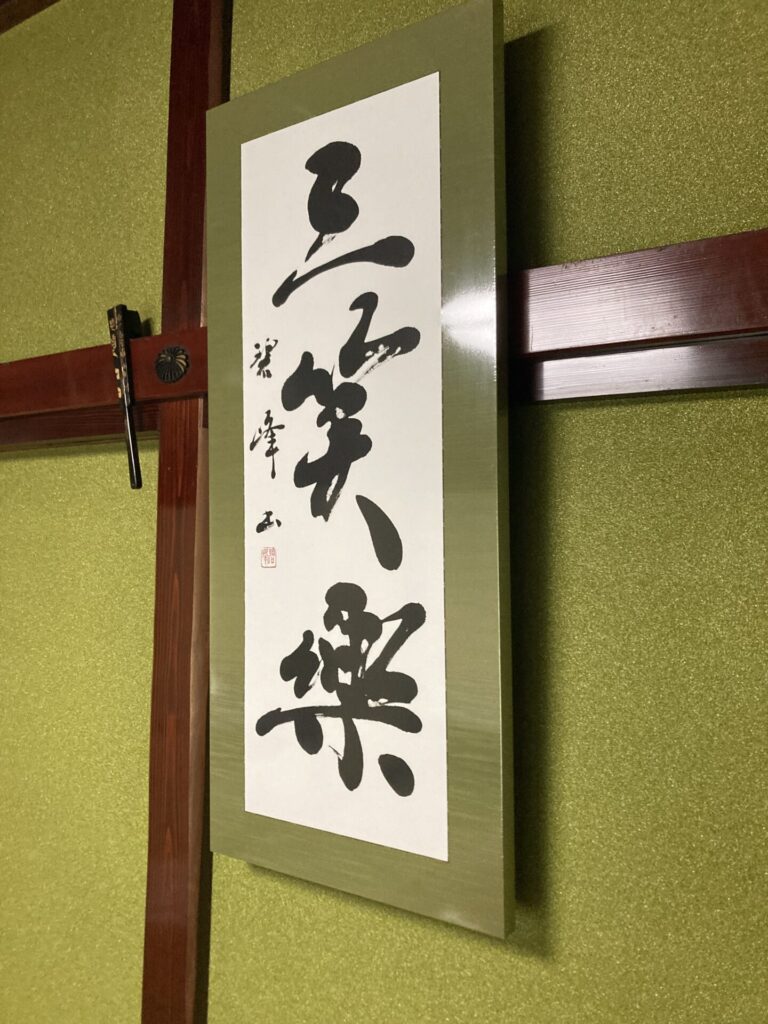
The current (third) typeface is written by Mr. Hekiho Fujii, a calligrapher from Tonami City, Toyama Prefecture.
When the current president, Mr. Yamazaki, decided to change the logo in 2019, he met Mr. Fujii. In writing the typeface, Mr. Fujii who was in his 20s at the time wanted to know what kind of sake SANSHORAKU was and what kind of thoughts were put into it. So, he entered the brewery and experienced the brewing process with Mr. Yamazaki. The letters written in this way are the current typeface.
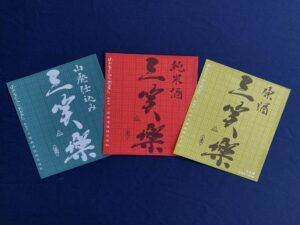
The brewery will continue to use three different typefaces to match the characteristics of each sake.
The label was designed by Mr. Yamazaki based on Mr. Fujii's typeface with the character "three (三)" in SANSHORAKU crumbled into a playful design on the base. In the past, handmade Japanese paper from Gokayama was used to cover the cap, and the color of the label was chosen to reproduce the color of that Japanese paper. On the lower left side of the character "笑", there is the seal (not official) of Mr. Fujii which perfectly fits the image of Gokayama.
About Sanshoraku Shuzo


History
The brewery was founded in 1880. As was the case with many breweries, sake brewing was conducted by a group of toji (brewmasters), and the Yamazaki family ran the business, Mr. Yamazaki's ancestors, as owners. However, this system changed with the times, and Mr. Yamazaki (the current head of the company) became the toji himself and started sake brewing. He worked with the aging brewmasters for a few years, but then he took over the brewery with only his own skills.
“We want to make sake that is uniquely ours,” says Mr. Yamazaki. He is aiming for the sake with thicker characteristics that he himself thinks delicious being thoroughly particular about traditional yeast*2 of which the main ingredient is isoamyl acetate*3.
Note 2:Traditional yeast corresponds to the Association Yeast of No. 1 to No. 14 being isolated from sake breweries throughout Japan, and has not been artificially mutated.
Note 3: Isoamyl acetate, along with ethyl caproate, is one of the most typical ginjo aromas. This component is compared to fruits with a rich sweetness such as bananas and melons.
Ethyl caproate is an ingredient that is compared to fresh sweet and sour fruits such as apples and pears, and it is said that the National New Sake Competition tends to evaluate sake containing the latter.
(Ref.: Nihonshu-no-motoi 4th edition)
Commitment to Yamahai*4 Method
Toyama is surprisingly rich in food ingredients. In addition to seafood from the Sea of Japan, Himi beef, Toyama pork, and fresh vegetables are well known. Rice is also grown in the land where rich nutrients are brought by the abundant water from the Tateyama mountain range. In other words, Toyama has a culture of enjoying the ingredients, so if the sake is too assertive, it will kill the ingredients.
Sake brewed under the Yamahai method has been popular in this region as sake that matches well with the ingredients, yet has a robust flavor and richness.
In contrast, Kaga (Ishikawa Prefecture) has a cooking culture, where rather aromatic and gorgeous sake is preferred. It is surprising that there is such a big difference between geographically close areas.
Note 4:Yamahai is a sake-making method that eliminates the process of grating the steamed rice with an oar (kai) before placing it in the tank for making Shubo. Even if the process is eliminated, saccharification occurs under the power of koji, and then alcohol fermentation takes place under the action of yeast.
”Yamahai brewed sake carries many different flavors," says Yamazaki. And he continues “the deep flavors are a strength of the sake, and that sake has a story to tell, which makes it fun to pass on to future generations.” For this reason, Sanshoraku Brewery continues to insist on making sake using the Yamahai brewing method, while respecting traditional techniques and introducing advanced machinery.
Mixed Technologies of the traditional and the advanced
The steamer for steaming rice is the first thing you see upon entering the brewery. Until a few years ago, the brewery used to use a traditional wooden Japanese kiln, but they have switched to the current stainless steel steamer, which allows for delicate temperature control. It had enabled them to get the "dry steam" that Mr. Yamazaki is so particular about.
The expression "dry steam” sounds like an oxymoron, yet Mr. Yamazaki says that this process successfully removes the moisture from the rice and produces ideal steamed rice with a hard outer layer and a soft inner layer called “Gaiko Nainan”*5.
Note 5: Gaiko Nainan
The condition in which sake rice is steamed as the outside is hard and the inside is soft so that the mycelium of the koji mold can reach the center of the rice when steaming.
(Ref.: Nihonshu-no-motoi 4th edition)
Next to the room for propagating the koji mold onto the steamed rice (koji making), there is a "koji" room where the temperature is controlled, and you will see wooden boxes stacked. These are koji-buta or koji lids. Here, traditional methods are revived, and the work is done by hand with care and attention, even if it is tedious. This process produces high-quality, aromatic, and above all, beautiful koji.


Gokayama is one of the areas with the heaviest snowfall; until about 20-30 years ago, it was not necessary to cool down the brewery in the winter brewing season, but with global warming, temperature control has become necessary. The Sanshoraku Brewery is always thinking about the best equipment while weaving together new and traditional technology.
Lastly a message from Mr. Yamazaki
“Of all the alcoholic beverages, only wine and sake go well with any food. Except for very spicy food like Sichuan cuisine, it is recommended for any food including Shanghai cuisine, curry, and even other spicy dishes. That is the great thing about sake.
Like humans, sake becomes strong (in sweetness) when it is raised strictly. If you spoil it, it will be a spoiled sake. The deep flavor is nurtured by the bacteria. It is a mystery. In any case, I am happy when people are pleased with the sake I make.
Sake is culture. And we want to connect that culture to the next generation, and the next, and the next."
Interview Date: May 16, 2022 (Visit)
Interviewee: Mr. Hidehiro Yamazaki, CEO & Chief Brewer of Sanshoraku Shuzo Co., Ltd.
Image Data Presented by: Sanshoraku Shuzo
Interview Note: Blessed with a beautiful May day, I entered Gokayama in Toyama, a world apart from the hustle and bustle of the city. Surrounded by steep mountains and nestled in a valley, Gokayama is a place that deserves to be called a “village”.
Mr. Yamazaki talked with me in a friendly manner and showed me around the brewery. It is often said that sake is a living thing. It was impressive that he seemed to enjoy confronting the living creature called sake as if he was talking about human beings. Mr. Yamazaki described koji as "beautiful! He used the expression "the fungi nurture the flavor" and he compared sake brewing to child-raising.
Every time I visit various sake breweries, I see the overwhelming work and effort put into sake brewing from sake-rice. But I think it attractive that Mr. Yamazaki is enjoying it (I don't know if he is smiling (笑う) or not...) as a representative of "Sanshoraku".
On the way home, I bought a bottle of "SANSHORAKU KURADASHI NAMA GENSHU" and a bottle of "Junmai-ginjo-shu". First, I started with the nama sake (unpasteurized).
On the first day, it was a little unapproachable, but two days later, it became rounded and transformed into the sake of smooth material. I am looking forward to seeing how the second bottle will turn out.



